Pourquoi la protection contre les gaz inertes est devenue non négociable dans les installations chimiques
Les environnements de traitement chimique sont intrinsèquement volatils. La présence de solvants inflammables, d’intermédiaires réactifs et de poussières combustibles signifie que même une intrusion momentanée d’oxygène dans un récipient, un pipeline ou un réservoir de stockage scellé peut déclencher des conséquences catastrophiques. Les méthodes traditionnelles d’extinction des incendies et de prévention des explosions – contrôles de ventilation, systèmes de mise à la terre, équipements anti-étincelles – s’attaquent aux sources d’inflammation, mais elles n’éliminent pas le comburant lui-même.
La couverture par gaz inerte résout le problème à la racine. En déplaçant l'oxygène avec un milieu inerte - généralement de l'azote - en dessous du seuil requis pour entretenir la combustion (généralement en dessous de 8 % d'O₂ en volume pour la plupart des environnements d'hydrocarbures), les installations peuvent rendre chimiquement inertes les atmosphères explosives quel que soit le risque d'inflammation. Cette approche est de plus en plus codifiée dans des normes internationales telles que ATEX, IECEx et NFPA 69, qui reconnaissent désormais explicitement l'inertage continu comme méthode primaire de prévention des explosions plutôt que comme mesure supplémentaire.
L’évolution des livraisons périodiques de bouteilles d’azote vers une production continue sur site marque un changement structurel dans la façon dont les usines chimiques abordent ce défi – et les générateurs d’azote PSA sont au centre de cette transition.


Comment la technologie PSA fournit de l’azote continu et de haute pureté à la demande
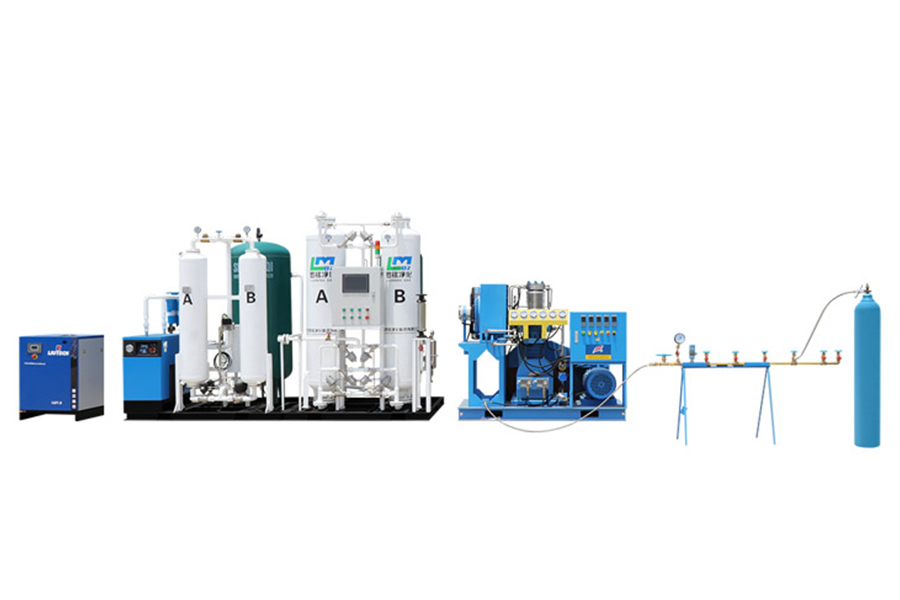
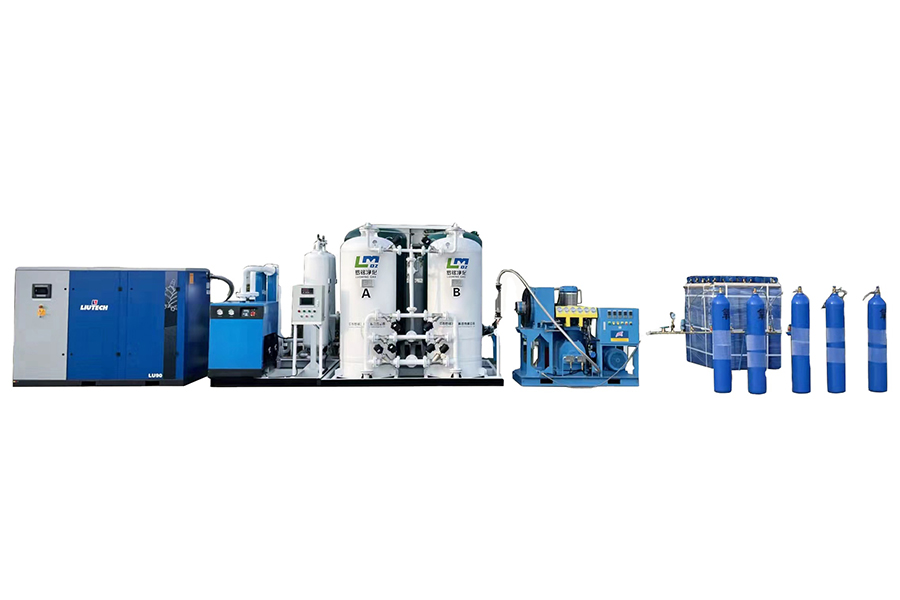
L'adsorption modulée en pression (PSA) est un processus de séparation de gaz qui exploite l'affinité d'adsorption différentielle des matériaux - le plus souvent un tamis moléculaire en carbone (CMS) - pour les molécules d'oxygène et d'azote dans diverses conditions de pression. Dans un système PSA à double tour typique :
- L'air comprimé entre dans la tour A sous une pression élevée ; l'oxygène, le dioxyde de carbone et la vapeur d'eau sont adsorbés sélectivement par le lit CMS.
- L'azote de haute pureté passe à travers et est collecté dans un réservoir tampon pour être livré au processus.
- Pendant que la tour A produit, la tour B subit une régénération à une pression proche de la pression atmosphérique, libérant les gaz adsorbés et rétablissant la capacité d'adsorption.
- Les tours fonctionnent en continu, généralement toutes les 60 à 120 secondes, garantissant un flux d'azote ininterrompu.
Les systèmes PSA modernes conçus pour les zones antidéflagrantes chimiques sont conçus pour fournir une pureté d'azote allant de 99,0 % à 99,999 % , avec des débits évolutifs de quelques Nm³/h pour les petits réacteurs à des milliers de Nm³/h pour les systèmes de purge et d'inertage à l'échelle des raffineries. Surtout, le niveau de pureté est réglable en temps réel, ce qui permet aux opérateurs de descendre jusqu'à 99,5 % pour les applications de purge générales ou d'augmenter jusqu'à 99,99 % pour la protection des catalyseurs sensibles à l'oxygène, sans interrompre la production.
| Scénario d'application | Pureté N₂ requise | Plage de débit typique |
| Couverture du réservoir de stockage | 99,0% – 99,5% | 10 – 500 Nm³/h |
| Inertage et purge du réacteur | 99,5% – 99,9% | 50 – 2 000 Nm³/h |
| Protection du catalyseur | 99,99% – 99,999% | 5 – 200 Nm³/h |
| Purge et mise en service des pipelines | 99,0% – 99,5% | 100 – 5 000 Nm³/h |
Tableau 1. Exigences typiques en matière de pureté et de débit d'azote du PSA par scénario d'application dans les zones chimiques antidéflagrantes.


Pratique d'application : Déploiement de générateurs d'azote PSA dans les zones classées en zone 1 et en zone 2
Intégrer un Générateur d'azote PSA L’entrée dans une zone dangereuse classée ATEX Zone 1 ou Zone 2 (ou NEC Classe I, Division 1/2 dans les cadres nord-américains) implique bien plus que la sélection d’une machine techniquement adaptée. Le déploiement doit répondre simultanément aux exigences de l'ingénierie des procédés et aux contraintes de classification des zones.
Stratégie d'implantation des équipements
Dans la plupart des installations, le générateur PSA lui-même est positionné en dehors de la zone dangereuse — dans une zone sûre ou à l'intérieur d'une enceinte pressurisée — avec seule la tuyauterie d'amenée d'azote pénétrant dans la zone classée. Cet arrangement élimine le besoin de certifier l'ensemble du châssis du générateur pour un service antidéflagrant, réduisant ainsi les coûts d'investissement et simplifiant l'accès à la maintenance. Lorsque les contraintes du site rendent l'implantation à distance peu pratique, des boîtiers classés Ex (Ex d, Ex p ou Ex e selon la catégorie de composants) sont utilisés pour protéger les composants électriques tels que les panneaux de commande, les électrovannes et les capteurs.
Surveillance continue de l'oxygène comme verrouillage de sécurité
Un générateur d'azote PSA fonctionnant dans ou à proximité d'une zone chimique antidéflagrante doit être intégré à un analyseur d'oxygène en temps réel, à la fois à la sortie du générateur et aux points de livraison critiques du processus. Si la pureté de sortie descend en dessous du point de consigne (par exemple, en raison d'une dégradation du CMS, d'un dysfonctionnement du compresseur ou d'un pic de demande anormal), une vanne de dérivation automatique redirige l'azote non conforme vers l'évacuation plutôt que de lui permettre d'entrer dans la zone protégée. Ce verrouillage de pureté de l'oxygène est une fonctionnalité obligatoire dans toute architecture de système instrumenté de sécurité (SIS) conforme à la norme CEI 61511.
Contrôle de flux à la demande
Les processus chimiques sont rarement à l’état stable. Chargement et déchargement des réacteurs batch ; les réservoirs de stockage respirent avec les changements de température et de niveau de produit ; les séquences de purge consomment de gros volumes en courtes rafales. Les systèmes PSA conçus pour ces environnements intègrent des entraînements à fréquence variable (VFD) sur le compresseur d'air, combinés à un dimensionnement du réservoir tampon calculé pour absorber la demande de pointe sans excursions de pureté. Le résultat est un système qui répond dynamiquement à la demande du processus tout en maintenant un couverture d'azote à pression positive constante — une exigence fondamentale pour empêcher l'entrée d'air lors d'événements de dépressurisation.


Économie opérationnelle : pourquoi la génération de PSA sur site redéfinit le coût de la sécurité
Historiquement, les installations chimiques s’approvisionnaient en azote à partir de livraisons de liquides en vrac ou de collecteurs de cylindres à haute pression – un modèle qui introduit à la fois un risque pour la chaîne d’approvisionnement et un coût de cycle de vie important. Une installation consommant 500 Nm³/h d'azote en continu dépensera, sur une période de cinq ans, beaucoup plus en gaz livré qu'en coûts d'investissement et d'exploitation d'un système PSA équivalent. Des analyses indépendantes du cycle de vie montrent systématiquement périodes de récupération de 18 à 36 mois pour les usines chimiques de moyenne à grande taille passant de l'azote livré à la production de PSA sur site, avec des économies continues de 40 à 70 % sur les coûts de l'azote par la suite.
Au-delà du coût direct, la production sur site élimine les risques de sécurité et de logistique associés au stockage d'azote liquide en vrac, notamment les risques de brûlure cryogénique, les événements de décompression et les dépendances en matière de calendrier de livraison qui peuvent forcer des arrêts de production. Pour les applications en zone antidéflagrante où la disponibilité de l’azote est un service critique pour la sécurité plutôt qu’un intrant facultatif du processus, cette résilience de l’approvisionnement est sans doute plus précieuse que les seules économies de coûts.
Les unités PSA modernes disposent également de capacités de surveillance à distance – transmettant des données de pureté, de débit, de pression et d'état de l'équipement aux systèmes DCS ou SCADA de l'usine – permettant une maintenance prédictive et réduisant les temps d'arrêt imprévus. Durée de vie du lit CMS, généralement 5 à 10 ans dans des conditions de fonctionnement appropriées, peut être étendu davantage grâce à la filtration de l'air d'entrée et au contrôle de l'humidité, faisant des générateurs d'azote PSA l'un des utilitaires nécessitant le moins d'entretien dans le portefeuille d'actifs d'une usine chimique.


Établir une nouvelle référence : à quoi ressemble la meilleure protection contre l'azote du PSA
La convergence de normes réglementaires plus strictes, d'exigences croissantes en matière d'assurance pour les installations chimiques antidéflagrantes et de la fiabilité démontrée de la technologie PSA moderne a effectivement établi une nouvelle référence pour la protection contre les gaz inertes. Les installations qui dépendent encore de purges périodiques à l'azote, de remplacements manuels de cylindres ou de systèmes de couverture sous-dimensionnés sont de plus en plus non conformes, non seulement aux normes externes, mais aussi aux cadres internes de tolérance au risque des assureurs et des fonctions EHS de l'entreprise.
Ce qui distingue aujourd’hui un système de protection à l’azote PSA de premier ordre pour les zones antidéflagrantes chimiques comprend :
- Alimentation continue et ininterrompue en azote sans aucune dépendance vis-à-vis de la logistique externe
- Vérification et détournement automatiques de la pureté verrouillé avec le SIS
- Composants électriques certifiés ATEX/IECEx pour tous les équipements en zone classée
- Gestion des flux à la demande pour gérer les conditions de traitement par lots et transitoires
- Intégration complète avec l'usine DCS/SCADA pour la surveillance à distance, les alarmes et les pistes d'audit
- Conformité documentée conforme à la norme NFPA 69, EN 1825 ou aux normes régionales applicables en matière de prévention des explosions
Alors que les installations chimiques sont confrontées à une pression croissante pour faire preuve d'une gestion proactive des risques d'explosion – de la part des organismes de réglementation, des assureurs et, de plus en plus, des clients en aval effectuant des audits de la chaîne d'approvisionnement – les générateurs d'azote PSA sont passés d'un outil d'optimisation des coûts à un élément central de l'infrastructure de sécurité des processus. La référence a changé : la protection continue sur site par gaz inerte n’est plus l’option privilégiée. C'est le standard attendu.



 英语
英语 俄语
俄语 法语
法语 西班牙语
西班牙语 阿拉伯语
阿拉伯语